
Рады приветствовать вас в нашем блоге, посвященном технологиям 3D-печати! В этом цикле статей мы с удовольствием поделимся с вами всеми секретами и малоизвестными нюансами, которые помогут вам стать настоящим мастером трехмерной печати. Мы расскажем вам о лучших материалах для 3D-принтеров, о том, как оптимизировать стоимость готовых деталей, поделимся производственными лайфхаками и личными наработками, которые мы применяем в наших собственных цехах.
Не упустите возможность узнать больше о мире аддитивных технологий! Подписывайтесь на наши обновления, и мы с радостью погрузим вас в увлекательный мир трехмерной печати!
Не упустите возможность узнать больше о мире аддитивных технологий! Подписывайтесь на наши обновления, и мы с радостью погрузим вас в увлекательный мир трехмерной печати!
В этом выпуске мы постараемся раскрыть все базовые принципы технологии SLS.
SLS (Selective Laser Sintering, селективное лазерное спекание) — это технология аддитивного производства, основанная на послойном спекании частиц полимерного порошка под воздействием лазерного излучения. Она обладает рядом уникальных преимуществ, но также имеет свои недостатки, о которых мы расскажем подробнее.
Основным преимуществом SLS является прочность готового изделия. Оно получается чрезвычайно надежным, с высокой детализацией и качеством поверхности. Ещё одним важным плюсом технологии является её практически безотходность. Неиспользованный для выращивания деталей порошок частично смешивается с новыми порциями материала и возвращается в процесс (этот процесс называется регенерацией), а частично отправляется на переработку.
Принцип работы SLS-принтера заключается в спекании полимерного порошка лазерным лучом. Предварительно нагретый порошок подвергается кратковременному облучению лазером и спекается с уже затвердевшими частицами, расположенными в нижележащем слое. Регулируя параметры этого процесса, можно добиться необходимой остаточной пористости и плотности готовой детали.
Компания-производитель (в данном контексте мы будем рассматривать продукты немецкой компании EOS) предлагает владельцам SLS-машин оригинальные наборы параметров, идеально подобранные под используемые материалы и прошедшие тщательную оптимизацию. Для производства деталей с различными свойствами компания предоставляет специальные наборы параметров (Part Property Profile — PPP), которые гарантируют, что напечатанные с их использованием детали будут иметь одинаковые характеристики, независимо от того, на какой машине их вырастили. Все наборы PPP-параметров имеют номера версий, поскольку EOS постоянно оптимизирует их.
Основным преимуществом SLS является прочность готового изделия. Оно получается чрезвычайно надежным, с высокой детализацией и качеством поверхности. Ещё одним важным плюсом технологии является её практически безотходность. Неиспользованный для выращивания деталей порошок частично смешивается с новыми порциями материала и возвращается в процесс (этот процесс называется регенерацией), а частично отправляется на переработку.
Принцип работы SLS-принтера заключается в спекании полимерного порошка лазерным лучом. Предварительно нагретый порошок подвергается кратковременному облучению лазером и спекается с уже затвердевшими частицами, расположенными в нижележащем слое. Регулируя параметры этого процесса, можно добиться необходимой остаточной пористости и плотности готовой детали.
Компания-производитель (в данном контексте мы будем рассматривать продукты немецкой компании EOS) предлагает владельцам SLS-машин оригинальные наборы параметров, идеально подобранные под используемые материалы и прошедшие тщательную оптимизацию. Для производства деталей с различными свойствами компания предоставляет специальные наборы параметров (Part Property Profile — PPP), которые гарантируют, что напечатанные с их использованием детали будут иметь одинаковые характеристики, независимо от того, на какой машине их вырастили. Все наборы PPP-параметров имеют номера версий, поскольку EOS постоянно оптимизирует их.

Преимущества и недостатки технологии SLS
# Преимущества
# Недостатки
- Превосходные механические свойства готовых изделий.
- Высокая производительность: лазер расплавляет только поверхность частиц порошка, не затрагивая их объем. Благодаря этому SLS-принтеры могут работать значительно быстрее, чем другие порошковые 3D-принтеры.
- Не требует дополнительных материалов для поддержки: сам порошок в рабочей камере обеспечивает поддержку модели до ее полного завершения.
- Позволяет печатать крупные объекты (до 750 мм) или целые серии деталей за один раз благодаря объемным камерам построения SLS-принтеров.
# Недостатки
- Высокая стоимость расходных материалов и самого оборудования.
- Обязательное обучение специалистов на сертифицированных курсах.
Фазы 3D-печати по технологии SLS

Важно!
SLS-машина — это сложное устройство, которое может представлять серьёзную опасность. Поэтому к управлению ею допускаются только те, кто прошёл специальное обучение в компании EOS. А к работе с установленным в ней лазером четвёртого класса опасности — и вовсе только специалисты компании-производителя.
Давайте рассмотрим все этапы создания объекта по технологии SLS на примере нашего превосходного 3D-принтера EOS Formiga P100.
SLS-машина — это сложное устройство, которое может представлять серьёзную опасность. Поэтому к управлению ею допускаются только те, кто прошёл специальное обучение в компании EOS. А к работе с установленным в ней лазером четвёртого класса опасности — и вовсе только специалисты компании-производителя.
Давайте рассмотрим все этапы создания объекта по технологии SLS на примере нашего превосходного 3D-принтера EOS Formiga P100.
Подготовка данных
В рамках современных инженерных разработок процесс создания деталей осуществляется в несколько этапов:
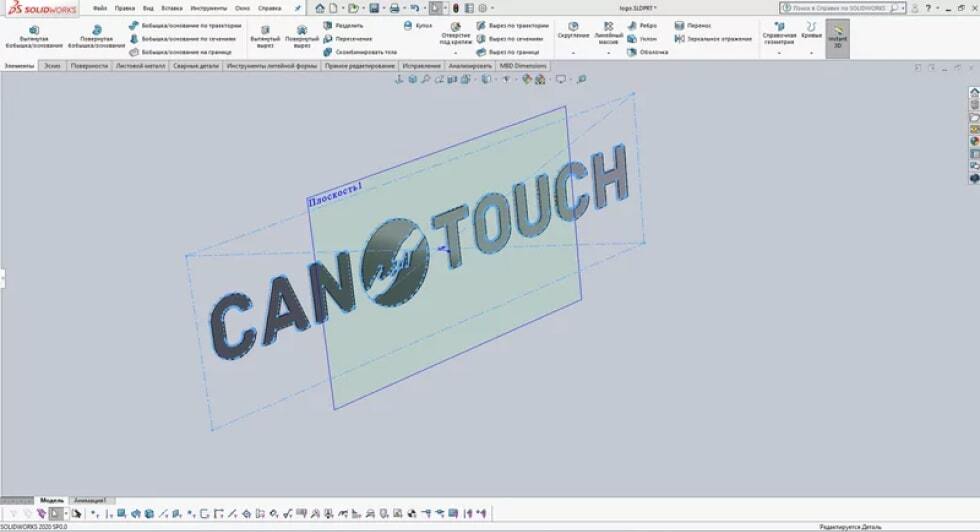
- Создание модели будущей детали в CAD или другими способами, такими как 3D-сканирование, — это стандартная процедура. В результате мы получаем файл в формате STL, который содержит трехмерную геометрию необходимых нам деталей.
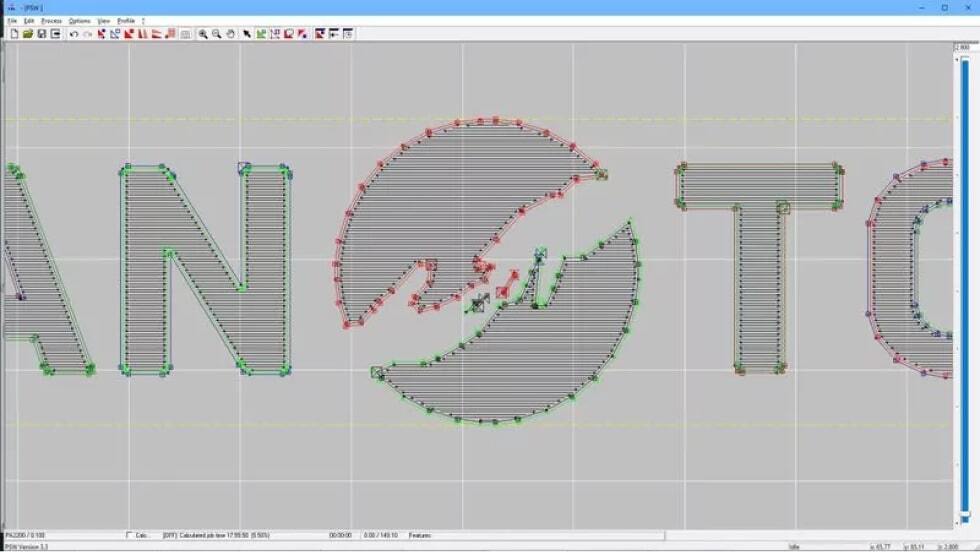
- Позиционирование и нарезка модели осуществляются в специальных программах, разработанных производителями SLS-машин (в случае с техникой EOS — это ПО RP-Tools). На этом этапе мы размещаем модели деталей в рабочем пространстве машины таким образом, чтобы максимально использовать всю зону построения. Это позволяет сократить время выращивания и уменьшить расход порошка. Здесь же мы задаем параметры экспонирования, которые позволяют влиять на характеристики будущих деталей. Например, можно изменить их прочность, пористость и качество поверхности. В результате получаем пакет файлов в формате SLI.
- Создание задания на печать и его перенос в устройство осуществляется в программном обеспечении Desktop-PSW от компании EOS. В этом ПО файлы SLI упаковываются в задание и передаются в контроллер SLS-принтера. На этом программная часть работы завершается.
Подготовка машины
Устанавливаем сменный бак, который в данном контексте называется «чембер» (от английского «chamber» — камера). В этом баке происходит процесс выращивания, и в конце работы в нём будут находиться готовые детали.
Наполняем резервуары порошком и «стелим постель» — насыпаем слой свежего порошка на подвижной платформе рабочей камеры, когда она находится в верхнем положении. Интересно, что вертикальные подаватели для порошка, расположенные наверху SLS-машины, были полностью напечатаны на другой такой же SLS-машине. И таких деталей в конструкции машины множество.
Прогреваем машину. На этом этапе температура в камере построения должна достичь 160 градусов Цельсия. Это необходимо для того, чтобы прогреть рабочую зону, а также всю машину, её компоненты и порошок, который находится внутри. На предварительный прогрев машины уходит примерно 2 часа. Этот этап называется «Warm Up Phase».
Наполняем резервуары порошком и «стелим постель» — насыпаем слой свежего порошка на подвижной платформе рабочей камеры, когда она находится в верхнем положении. Интересно, что вертикальные подаватели для порошка, расположенные наверху SLS-машины, были полностью напечатаны на другой такой же SLS-машине. И таких деталей в конструкции машины множество.
Прогреваем машину. На этом этапе температура в камере построения должна достичь 160 градусов Цельсия. Это необходимо для того, чтобы прогреть рабочую зону, а также всю машину, её компоненты и порошок, который находится внутри. На предварительный прогрев машины уходит примерно 2 часа. Этот этап называется «Warm Up Phase».

Выращивание
# Выбор задания в машине
Процесс выбора задания в SLS-машине предельно прост и осуществляется с помощью всего десяти кнопок. На время печати камера заполняется азотом, что необходимо для охлаждения оптической системы линз и предотвращения окисления полимерного порошка.
Процесс выбора задания в SLS-машине предельно прост и осуществляется с помощью всего десяти кнопок. На время печати камера заполняется азотом, что необходимо для охлаждения оптической системы линз и предотвращения окисления полимерного порошка.

# Запуск процесса печати
После выбора задания мы можем запустить процесс печати. В ходе этого процесса частицы порошка подвергаются лазерному облучению, нагреваются и прочно спекаются с нижележащими слоями. Затем платформа с деталью опускается на высоту, равную толщине печатного слоя. Это обеспечивает постоянное совпадение фокуса лазерного пятна и слоя спекания. Специальный нож (рекоутер) настилает новый слой порошка, и процесс повторяется.
# Мониторинг процесса 3D-печати
Процесс выращивания детали может занимать много часов, и на протяжении большей части этого времени не требуется никакого контроля. Однако SLS-машина уязвима к сбоям из-за попадания мусора, такого как волоски, в рабочую камеру. Поэтому время от времени необходимо проверять ход процесса.
Мы существенно оптимизировали эту процедуру. Поскольку в машине отсутствует удаленный доступ к программному обеспечению, наши специалисты разработали роботизированную механику, которая позволяет остановить процесс в случае сбоя.
После выбора задания мы можем запустить процесс печати. В ходе этого процесса частицы порошка подвергаются лазерному облучению, нагреваются и прочно спекаются с нижележащими слоями. Затем платформа с деталью опускается на высоту, равную толщине печатного слоя. Это обеспечивает постоянное совпадение фокуса лазерного пятна и слоя спекания. Специальный нож (рекоутер) настилает новый слой порошка, и процесс повторяется.
# Мониторинг процесса 3D-печати
Процесс выращивания детали может занимать много часов, и на протяжении большей части этого времени не требуется никакого контроля. Однако SLS-машина уязвима к сбоям из-за попадания мусора, такого как волоски, в рабочую камеру. Поэтому время от времени необходимо проверять ход процесса.
Мы существенно оптимизировали эту процедуру. Поскольку в машине отсутствует удаленный доступ к программному обеспечению, наши специалисты разработали роботизированную механику, которая позволяет остановить процесс в случае сбоя.
Завершение работы машины и распаковка деталей
Позвольте SLS-принтеру и напечатанным деталям остыть естественным образом. Распаковка камеры возможна только после того, как ее температура опустится ниже 60 градусов Цельсия. Важно отметить, что по технологии EOS время остывания должно быть не меньше времени печати.
В процессе остывания выращенные детали могут сжиматься и деформироваться. Это происходит из-за разницы температур в разных частях объекта и их неравномерного охлаждения.
Чтобы избежать нежелательных последствий, рекомендуется следовать нескольким простым правилам:
В процессе остывания выращенные детали могут сжиматься и деформироваться. Это происходит из-за разницы температур в разных частях объекта и их неравномерного охлаждения.
Чтобы избежать нежелательных последствий, рекомендуется следовать нескольким простым правилам:
- Детали, подверженные короблению и усадке, следует размещать в верхней части зоны построения, так как нижняя треть контактирует с более холодным дном сменного бака (чембера).
- Детали, которые могут деформироваться, необходимо размещать под углом в глубине рабочего объема, как можно дальше от его краев.
# Извлекаем чембер
Распаковываем напечатанные детали. Одним из главных преимуществ технологии SLS является то, что для выращенных с её помощью объектов не нужны поддерживающие структуры, которые после печати становятся отходами. Детали легко извлекаются из бака, чистятся щёткой и отправляются в дробеструйную машину, где обрабатываются стеклянной дробью. После этого они будут готовы к следующим этапам производства.

Переработка неиспользованного порошка
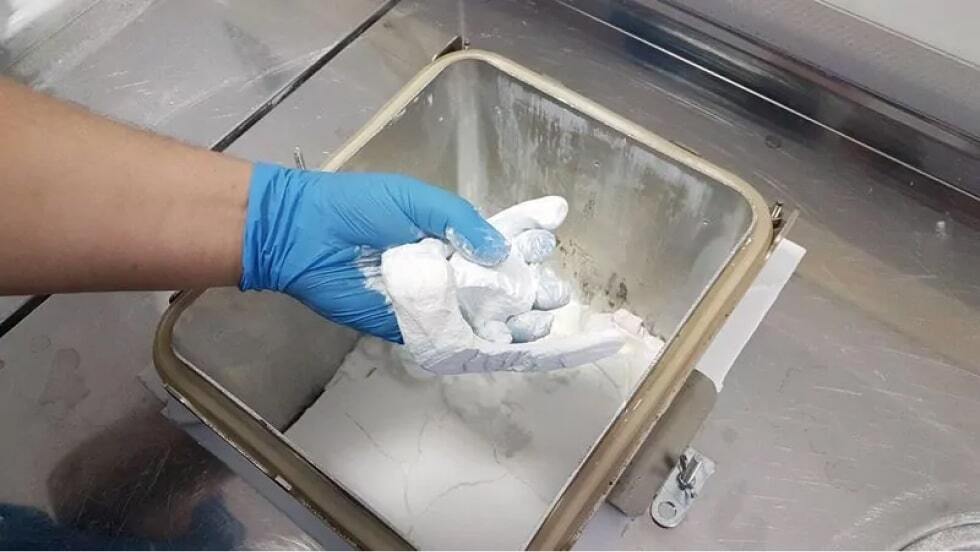
Мы просеиваем использованный порошок, добавляем свежий материал и тщательно перемешиваем. Полимерный порошок для SLS-принтеров стоит недешево, и это, безусловно, минус. Однако есть и существенный плюс: его свойства можно восстановить, добавив новый порошок. Этот процесс отработан до мелочей и является неотъемлемой частью технологии EOS. Вы можете быть уверены, что использование восстановленного порошка не повлияет на качество деталей.
Тем не менее, есть один важный момент, о котором следует помнить. Неправильное смешивание порошков может привести к образованию светлых и темных полос, морщин («апельсиновой корки») и участков с различной плотностью в напечатанном изделии. Чтобы избежать этих проблем, следует строго следовать рекомендациям производителя по смешиванию.
Тем не менее, есть один важный момент, о котором следует помнить. Неправильное смешивание порошков может привести к образованию светлых и темных полос, морщин («апельсиновой корки») и участков с различной плотностью в напечатанном изделии. Чтобы избежать этих проблем, следует строго следовать рекомендациям производителя по смешиванию.

Благодарим вас за то, что дочитали эту статью до конца. Мы искренне верим, что эта информация оказалась для вас полезной.
Если вы хотите заказать качественное производство с использованием SLS технологий, пожалуйста, не стесняйтесь обращаться в наш отдел продаж. Наши специалисты с радостью рассчитают стоимость и сроки изготовления вашего изделия, а также согласуют все необходимые работы.
Если вы хотите заказать качественное производство с использованием SLS технологий, пожалуйста, не стесняйтесь обращаться в наш отдел продаж. Наши специалисты с радостью рассчитают стоимость и сроки изготовления вашего изделия, а также согласуют все необходимые работы.



