Приветствуем вас в нашем цикле популярных статей «Библия 3D-печати«, в котором мы рассказываем о тонкостях и малоизвестных нюансах трехмерной печати. От выбора лучших материалов для 3D-принтеров до оптимизации цены готовых деталей, от производственных лайфкахов до личных наработок, которыми мы пользуемся в наших собственных цехах! Подписывайтесь на наши обновления и добро пожаловать на «кухню» аддитивных технологий!
***
SLS (Selective Laser Sintering, селективное лазерное спекание) — технология аддитивного производства, основанная на послойном спекании частиц полимерного порошка с помощью лазерного излучения. Технология достаточно опасна (мы расскажем об этом подробнее), но освоившим её открывается широчайший горизонт возможностей! Основное преимущество SLS — она обеспечивает прекрасные механические свойства готовому изделию. Оно получается чрезвычайно прочным, с высокой детализацией и качеством построения поверхностей. Другой весомый плюс — SLS практически безотходна, поскольку неиспользованный для выращивания деталей порошок частично смешивается с новыми порциями материала и возвращается в работу (этот процесс носит название регенерации), а частично — отправляется на переработку.
Основной принцип работы SLS-принтера заключается в спекании полимерного порошка лазерным лучом. Предварительно нагретый порошок кратковременно облучается лазером и спекается с уже затвердевшими частицами, которые находятся в нижележащем слое. Управляя параметрами этого процесса можно добиваться нужной остаточной пористости и плотности полученной детали. При этом компания-производитель (мы будем рассматривать продукты немецкой компании EOS) предоставляет владельцам SLS-машин оригинальные наборы параметров, которые идеально подобраны под используемые материалы и прошли тщательную оптимизацию. Для производства деталей с разными свойствами компания предоставляет специальные наборы параметров (Part Property Profile — PPP), которые гарантируют, что напечатанные с их применением детали будут иметь одинаковые характеристики, независимо от того, на какой машине их вырастили. Все наборы PPP-параметров имеют номера версий, поскольку EOS ведет их непрерывную оптимизацию.
Основные плюсы (и некоторые минусы) технологии SLS

Преимущества
- Превосходные механические свойства готового изделия;
- Высокая производительность — лазер плавит только поверхность частиц порошка, а не весь их объем. Это позволяет SLS-машинам работать гораздо быстрее других порошковых 3D-принтеров;
- Не требует материалов поддержки — сам порошок в рабочей камере поддерживает модель, пока она не будет закончена;
- Позволяет печатать весьма крупные (до 750 мм) объекты, либо целые серии деталей за раз — это возможно благодаря объемным камерам построения SLS-принтеров.
Недостатки
- Высокая стоимость расходных материалов и самого оборудования;
- Требует обязательного обучения специалистов на сертифицированных курсах.
Фазы 3D-печати по технологии SLS
Важно! SLS-машина достаточно сложна и представляет собой серьезную опасность, поэтому к управлению ею допускается только персонал, который прошел обучение в компании EOS. А работать с установленным в ней лазером 4-го класса опасности и вовсе допускаются только специалисты компании-производителя.
Рассмотрим все этапы выращивания объекта по технологии SLS на примере превосходного 3D-принтера EOS Formiga P100 (мы пользуемся именно им!)
Подготовка данных
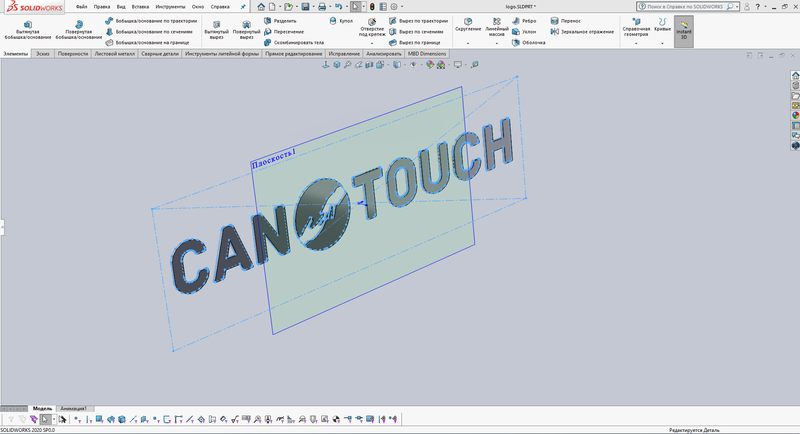
- Создаем модель будущей детали в CAD (или получаем ее иными способами, например, 3D-сканированием) — это стандартная процедура для любых современных инженерных разработок. На выходе получаем файл в формате STL с трехмерной геометрией нужных нам деталей;
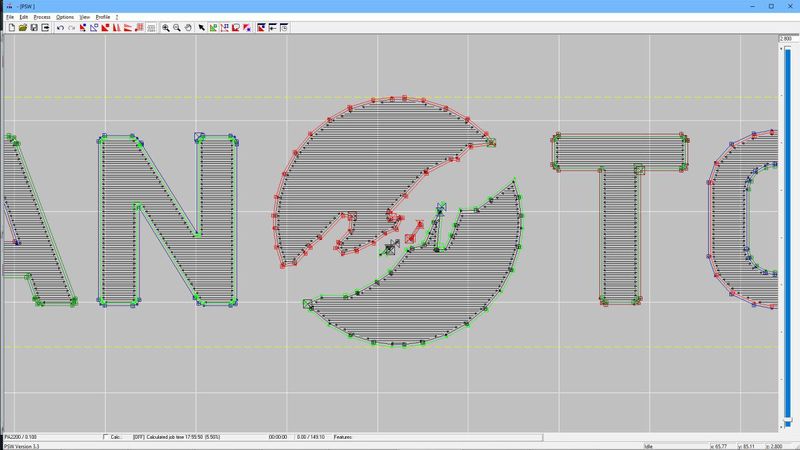
- Проводим позиционирование и нарезку модели — это делается в специальных проприетарных программах производителей SLS-машин (в случае техники EOS — это ПО RP-Tools). На этом этапе мы размещаем модели деталей в рабочем объеме машины так, чтобы оптимально использовать всю зону построения. Это позволяет свести к минимуму время выращивания и расход порошка. Здесь же мы задаем параметры экспонирования, с помощью которых можно влиять на характеристики будущих деталей. Например — менять их прочность, пористость и качество поверхности. На выходе получаем пакет файлов в формате SLI;
- Создаем задание построения и переносим его в машину — в ПО Desktop-PSW от компании EOS файлы SLI упаковываются в задание построения и передаются в контроллер SLS-принтера. Все, на этом программная часть работы закончена.
Подготовка машины

- Устанавливаем сменный бак («чембер» от английского «chamber» — камера). В нем происходит процесс выращивания и в конце работы именно в нем будут находиться готовые детали;
- Наполняем резервуары порошком и «стелим постель» — настилаем слой свежего порошка на подвижной платформе рабочей камеры, когда она находится в верхнем положении. Занимательный факт — вертикальные подаватели для порошка наверху SLS-машины целиком напечатаны… на такой же SLS-машине. И таких деталей в её конструкции целое множество;
- Прогреваем машину — на этом этапе температура в камере построения должна достичь 160 градусов Цельсия. Это необходимо, чтобы прогреть рабочую зону, а также всю машину, ее компоненты и находящийся в ней порошок. На предварительный прогрев машины уходит примерно 2 часа. Этот этап называется Warm Up Phase.
Выращивание

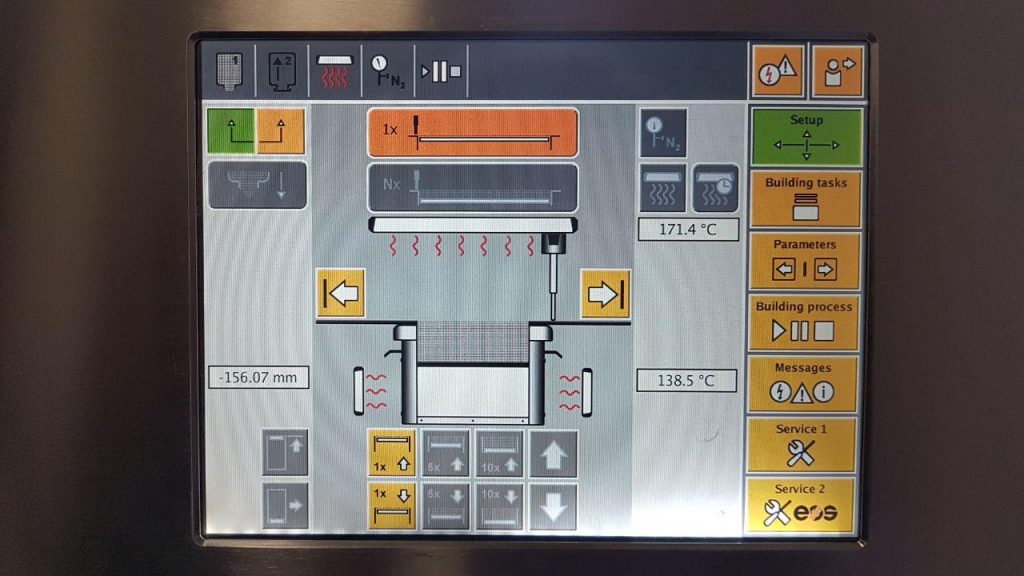
- Выбираем задание в машине — интерфейс SLS-машины предельно эргономичен и умещается буквально в десять кнопок. На время 3D-печати камера построения заполняется азотом, чтобы охлаждать оптическую систему линзы, а также ликвидировать влияние кислорода на полимерный порошок;
- Запускаем процесс печати. В ходе печати частицы порошка облучаются лазером, нагреваются, и прочно спекаются с расположенными ниже слоями. После этого платформа с деталью опускается вниз на высоту, равную толщине печатного слоя (благодаря этому фокус лазерного пятна и слой спекания всегда находятся на одном уровне). Затем специальный нож (рекоутер — «recoater») настилает новый слой порошка и процесс повторяется;
- Ведём мониторинг процесса 3D-печати — выращивание детали может занимать много часов, и большую часть этого времени никакого контроля за процессом не требуется. Но SLS-машина уязвима к сбоям из-за попадания мусора (например, волосков) в рабочую камеру. Поэтому, время от времени следует проверять, как идут дела. Но мы существенно оптимизировали эту процедуру — так как в машине не предусмотрен удаленный доступ к программному обеспечению, наши специалисты разработали роботизированную механику для остановки процесса в случае сбоя.
Завершение работы машины и распаковка деталей

- Даем SLS-принтеру и напечатанным деталям остыть естественным путем — распаковка камеры проводится только при падении ее температуры ниже 60 градусов Цельсия. Важный момент: по технологии EOS время остывания должно быть не меньше времени печати.
При остывании выращенные детали сжимаются и искривляются. Это вызвано разницей температур в отдельных частях объекта и их неравномерным остыванием.
В связи с этим необходимо придерживаться нескольких правил:
— Детали, подверженные короблению и усадке, необходимо размещать в верхних 2/3 зоны построения, поскольку нижняя треть контактирует с более холодным дном сменного бака (чембера);
— Детали, подверженные короблению и усадке, необходимо размещать под углом в глубине рабочего объема, как можно дальше от его краев.
- Вынимаем чембер;

- Распаковываем напечатанные детали — большим преимуществом технологии SLS является то, что для выращенных с ее применением объектов не требуются поддерживающие структуры, которые после печати станут отходами. Детали просто извлекаются из бака, чистятся щеткой и отправляются в дробеструйную машину, где обрабатываются стеклянной дробью. Отсюда они отправятся на дальнейшие этапы производства.
Переработка неиспользованного порошка

- Просеиваем отработанный порошок, добавляем порцию свежего материала, смешиваем. Полимерный порошок для SLS-принтеров достаточно дорог, и это минус. Но его свойства можно восстановить добавлением свежего порошка — и это большой плюс. Этот процесс полностью отработан и заложен в саму основу технологии EOS. Вы можете быть уверены, свойства деталей от использования восстановленного порошка не страдают.
Однако и здесь есть важный нюанс — неправильное смешивание порошков ведет к тому, что в напечатанном изделии появляются светлые и темные полосы, морщины («апельсиновая корка»), образуются области с переменной плотностью. Чтобы этого не происходило, необходимо четко соблюдать рекомендованные производителем процедуры смешивания.
Другие статьи этого цикла можно найти по удобному тегу: #библия3дпечати